Литейное дело
Литейное дело, бывшее в домонгольской Руси лишь технологическим приемом в ювелирном деле и ограничивавшееся только изготовлением женских украшений и церковной утвари, в XIV-XV вв. развивается в крупную отрасль металлообрабатывающей промышленности.
Собственных цветных металлов - меди, олова, свинца и других - древняя Русь не имела до конца XV в. Эти металлы в Россию привозили с Запада, Востока и из Средней Азии, а также из районов Приуралья. Широко использовали вторичные металлы: все старые, негодные, поломанные изделия шли в переплавку.
Древнейший вид крупного литья - литье колоколов, но колокола X-XIII вв. были небольшими, для их изготовления не требовалось специальных плавильных печей и литейных агрегатов. В середине XIV в. появляется летописное упоминание о литье больших колоколов и именно в это время в русской архитектуре появляются колокольни, которых раньше не было. От начала XV в. до нас дошли и колокола. Колокол Троице-Сергиевского монастыря, отлитый в 1420 г., весит 20 пудов (См. Е. Голубинский. Преподобный Сергий Радонежский. М., 1909, стр. 202.).
Литье колоколов требовало от литейщика сложного оборудования, множества технических навыков и знания разнообразных секретов. Особенно технология литья усложнялась с увеличением размеров изделия.
О технике литейного производства XIV-XV вв. ценные сведения дают древнерусские миниатюры. Они показывают общую схему сложной технологии литья (См. А. В. Арциховский. Древнерусские миниатюры как исторический источник. Изд-во МГУ, 1944, стр. 79.), но остается невыясненным технически важный вопрос об изготовлении литейных форм.
Литейная мастерская - сложное сооружение. В центре его делали большую яму, в которой изготовляли и располагали литейную форму. По бокам от ямы в зависимости от размеров изготовляемого колокола располагали плавильные печи. По принципу действия это были отражательные пламенные печи. Печь состояла из большой ванны, иногда вмещавшей более тысячи пудов металла, и, находящейся рядом с ванной топки. Пламя и горячие газы, отражаясь от потолка печи, проходили над ванной и расплавляли металл. В одном из наклонных мест ванны делали отверстие, из которого во время выпуска металл по желобу поступал в форму. Вокруг ямы устанавливали несколько плавильных печей. На миниатюре, изображавшей литье колокола в Твери в 1403 г., видны две печи. Источники XVII в. говорят о пяти печах.
Литейное дело на Руси известно и по двум письменным источникам X-XI и XVII вв., в которых описан способ изготовления колокольной формы. В сочинении Теофила "Трактат о различных художествах" производству колоколов отведена целая глава. На глиняный болван, имеющий форму внутренней поверхности, наносили слой из сала, смешанного с древесным углем. Из этой массы изготовляли модель колокола, затем на приготовленную модель вновь наносили слоями глину, которую оплетали для жесткости железными обручами. После сушки формы вытапливали сало и в образующуюся пустоту заливали расплавленный металл. После остывания литейную форму разламывали и извлекали колокол, который затем отшлифовывали на вращающемся станке (См. W. Theobald. Technik des Kunsthandwerks im zehnten Jahrhundert. Berlin, 1933, S. 54.). Главный недостаток этого способа - неразъемной формы - заключался в том, что внутренность формы во время выплавления сала всегда несколько портилась, и металл заполнял искаженную форму.
Второй источник о литейном деле на Руси - сочинение Павла Алеппского. В начале XVII в. в Москве колокола разной величины, иногда огромных размеров весом в 8000 пудов, лили в разъемных формах. На глиняную болванку, соответственно укрепленную и имевшую форму, как и по описанию Теофила, внутренней поверхности колокола, наносили второй слой глины, из которой формовали модель колокола. После изготовления модели на нее наносили третий слой глины, который составлял верхний кожух формы. После соответствующего устройства, укрепления и сушки верхнего кожуха его поднимали; затем глиняную модель на болване разбирали, болван и верхнюю форму чинили и очищали, а на внутренней поверхности верхнего кожуха наносили необходимые изображения и надписи. Смазав поверхность формы жиром, верхний кожух опускали и дополнительно укрепляли, обкладывая землей и камнем; после этого можно было лить металл (См. Павел Алеппский. Путешествие Антиохийского патриарха Макария в Москву в XVII веке, вып. 2. СПб., 1898.).
Мы склонны считать, учитывая огромные размеры колоколов XIV-XV вв., а также их сложную внешнюю форму, что литейщики в XV в., а возможно, и в XIV в., применяли формы разъемные.
Высокое профессиональное мастерство колокольных литейщиков позволило в XV в. быстро освоить новую технику производства пушек. Во второй половине XV в. на Западе и на Руси перешли к изготовлению пушек из медных сплавов. Древнейшая из дошедших до нас русских литых бронзовых пушек сделана в 1485 г. мастером Яковом (ДАИ, т. V. СПб., 1853, № 51, стр. 304.). Литые пушки изготовляли в неразъемных глиняных формах.
Материалом для литья пушек служил сплав меди и олова. Содержание олова в сплаве доходило до 7-10,9% (См. И. А. Ревис. УК. соч., стр. 89.).
Вместе с литьем колоколов и пушек в XIV-XV вв. развивалось и художественное литье. Значительное место в продукции литейщиков занимала церковная утварь - кресты, иконки, подсвечники, паникадила и т. п. Ювелиры отливали много женских украшений и иных мелких художественных поделок; перстней, браслетов, колтов, височных колец, медальонов, поясных наборов, всевозможных художественных накладок, колокольчиков, бубенчиков.
Технически художественное литье не представляло каких-либо трудностей, и основная технологическая сложность заключалась в изготовлении высокохудожественной литейной формы; здесь от литейщика требовалась творческая изобретательность.
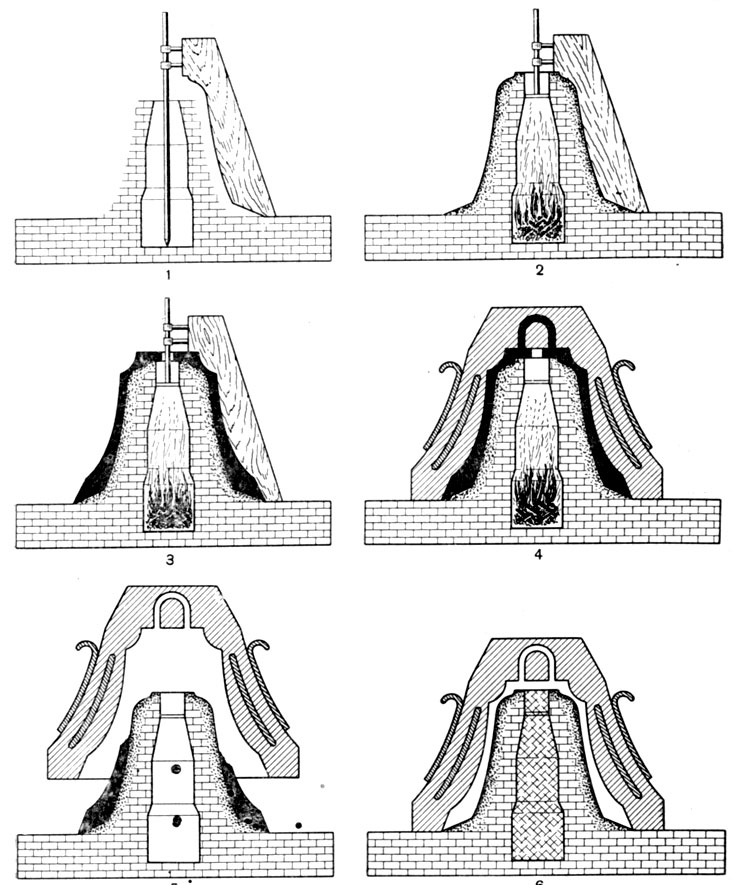
Технология литья колокола: 1 - изготовление основы болвана с топкой внутри для сушки, 2 - изготовление лица болвана шаблоном, 3 - изготовление тела колокола, 4 - изготовление кожуха (верхней опоки), 5 - удаление тела колокола с болвана, 6 - сборка формы перед литьем.
Основным технологическим приемом было литье в жесткие, чаще всего каменные, формы (односторонние, двусторонние и разнообъемные составные из трех, четырех частей); продолжало бытовать литье по восковой модели с потерей и сохранением формы. Очень редко применяли, например при литье ложновитых браслетов, глиняные формы, полученные с помощью отпечатка готового металлического изделия (См. Н. В. Рындина. УК. соч., стр. 201.). При литье перстней с печатками или со вставками использовали разъемные жесткие формы со вставным стержнем.
Очень интересным техническим приемом изготовления художественно сложных вещей было литье в имитационные формы. Этот технологический прием появился в русском ремесле в XII в., он применялся и в XIII и XIV вв. Каменные имитационные формы полностью передавали рисунок сложных изделий со сканью, зернью, гравировкой. Чаще всего применяли формы двусторонние. В таких формах изготовляли разнообразные колты, бусы, трехбусинные височные кольца и другие подобные вещи.
Очень оригинальной была сама техника литья. Чтобы получить легкие, изящные и пустотелые вещи, литейщики применяли технологию литья "навыплеск". В собранную литейную форму (большинство форм двусторонние), имеющую один широкий или несколько более узких литников (один нижний для выпуска металла), наливали расплавленный металл и тут же его выливали. Часть металла при соприкосновении с каменными стенками формы застывала тонким слоем, а остальной металл выпускали - выплескивали, оставляя внутри формы пустоту. Процесс литья нужно было производить очень быстро, иначе металл, заполнивший форму, сразу, начиная остывать, мог образовать толстые стенки или даже целиком массивную вещь (См. Н. В. Рындина. УК. соч., стр. 260.).
Техникой литья "навыплеск" изготовлен шестиконечный звездчатый колт из Новгорода, датируемый самым началом XIV в. Он отлит из свинцово-оловянистого сплава в форме шестиконечной звезды с овальным приливом и скобой для подвешивания. Размер колта 40 мм, длина каждой звездочки 14 мм. Колт пустотелый, толщина стенок не превышала 0,5 мм. Звездочки украшены мелкой зернью.
Довольно сложными изделиями с конструктивной и художественной стороны были церковные паникадила (подвесные подсвечники). Найденное близ Острова Псковской области на дне озера в 1911 г. (См. Н. В. Покровский. Заметки о памятниках Псковской церковной старины. М., изд. журнала "Светильник", 1914, стр. 3.) паникадило относится к XV в. (См. Б. А. Рыбаков. УК. соч., стр. 622.); это бронзовый цилиндр диаметром в 0,47 м с дном, в середине которого имеется шлемообразная опущенная часть. От верхних краев цилиндра отходит 12 кронштейнов с остриями для свеч. Паникадило было подвешено на трех фигурных цепях. Оно состояло из 65 деталей (5 квадратных прорезных пластин, 1 цилиндр с херувимами, 6 прорезных пластин с орнаментом, 12 гладких пластин с накладными фигурами, 6 пластин для днища трапециевидной формы, 6 пласта" треугольной формы с кентаврами, 1 нижняя розетка, 12 кронштейнов в виде веток, 9 звеньев цепей простых, 6 звеньев цепей с кентаврами и 1 верхняя розетка, которые соединялись паяными швами, заклепками и шарнирами). Для отлива этих деталей требовалась 21 литейная форма (См. Б. А. Рыбаков. УК. соч., стр, 620.).
Для характеристики узкой специализации литейщиков в XIV-XV вв. мы опишем мастерскую, открытую в Новгороде на Неревском раскопе. В слоях 7-6-го ярусов, датируемых 1382-1409 гг., была вскрыта мастерская литейщика. В небольшом помещении (5,3×4,0 м), расположенном на Великой улице, в обычном развале жилого комплекса найдены остатки литейного производства в виде развала горна, слитков металла, литейных тиглей, небольших кусков оплавившегося металла и 15 бронзовых перстней - полуфабрикатов. Щитковые перстни были вынуты только из литейной формы и еще не подверглись дальнейшей обработке. Они не согнуты, то есть имели форму полоски со щитком в середине, с "приливами" металла по краям. Эти перстни требовалось очистить от "приливов" и согнуть по кругу. Этого литейщик сделать не успел. Перстни были отлиты в трех разных односторонних формах. Состав готовой продукции говорит о том, что здесь жил и работал колечник.
|
|
При использовании материалов проекта обязательна установка активной ссылки:
http://historic.ru/ 'Всемирная история'